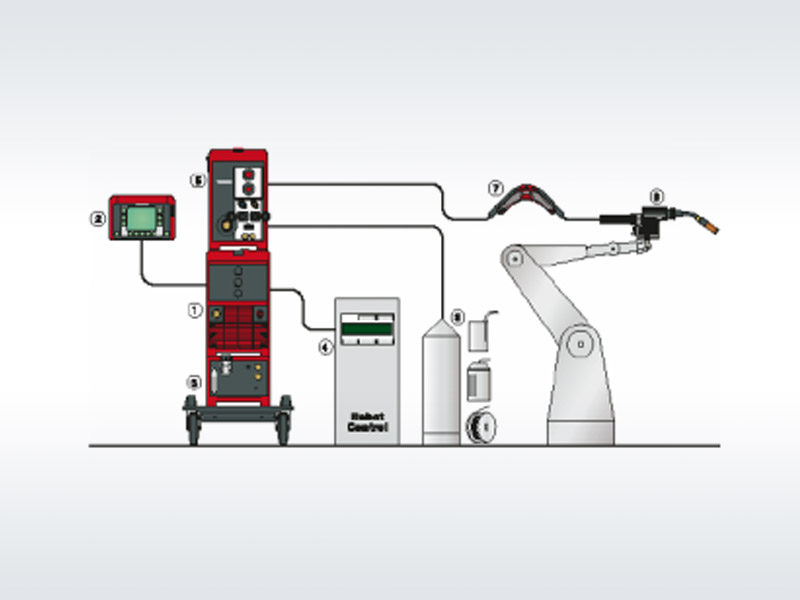
Second, the laser welding workstation introduction:
8 different welding processes are implemented:
A, laser self-melting process
B, Laser Hybrid laser MIG welding
C, laser CMT hybrid welding
D, laser cladding process
E, Laser Coldwire laser cold wire
F, Laser Hotwire Laser Hot Wire
G, pure MIG
H, CMT
This program can achieve the above 8 processes, select the most advanced IPG fiber lasers and industrial robots in the market, weld heads, manually teach robot movement trajectories, switch different process equipment and set welding parameters, can achieve the above 7 kinds of process welding status To meet most of the experimental and teaching requirements of the laboratory.
Third, the working principle introduction:
A 4kW Ytterbium Fiber Laser YLS-4000 laser generator with 1 coupler and 1 shutter.
20 m 0.3-0.4mm core diameter fiber + RAYTOOLS AG AK390 fiber laser welding head + 1 set Fronius TPS5000CMT + 1 set of Motoman MH24 robot + 1 set of 300KG single axis positioner + powder feeder + composite welding head holder.
Working principle: A set of welding heads can realize different process switching, which can be realized only by adjusting the PLC and equipment setting corresponding procedures and welding process, which is simple and quick.
Fourth, laser MIG composite welding introduction:
The welding technique in which laser welding is combined with another welding method is called laser hybrid welding. Laser-MIG welding is the simultaneous action of the laser and the MIG arc on the weld zone. By the interaction of the laser and the arc, the shortcomings of each method are overcome, and a good composite effect is produced. Figure 1 depicts the basic principles of laser-MIG.

Figure 1: Schematic diagram of laser-MIG hybrid welding
MIG welding has low cost and uses wire filling, which has strong applicability. The disadvantages are shallow penetration depth, low welding speed and high thermal load on the workpiece. Laser welding can form deep and narrow welds with high welding speed and low heat input, but the investment is high, the preparation precision of the workpiece is high, and the adaptability to aluminum and other materials is poor. The composite effect of laser-MIG is manifested in the fact that the arc increases the bridging property of the gap for two reasons: one is to fill the welding wire; the other is that the arc heating range is wider. The arc power determines the width of the top of the weld, and the plasma generated by the laser reduces the arc ignition and the resistance maintained, making the arc more stable. The laser power determines the depth of the weld and, further, the combination results in increased efficiency and increased weldability.
From the energy point of view, the improvement of welding efficiency by laser arc recombination is very significant. This is mainly based on two effects, one is that higher energy density leads to higher welding speed; the other is the superposition effect of two heat source interactions.
For laser welding, the surface reflection problem must be solved first, especially for aluminum surfaces. Workpiece to laser
The absorption rate is essentially affected by the surface temperature. For laser-MIG welding, the temperature of the metal rises due to arc heating, which is reduced.
The reflectivity of the metal to the laser increases the absorption of light energy.
Fronius CMT welding machine introduction
1.1 The functions that can be achieved by the selected device
The welding method achieved:
A) Variable polarity CMT welding function
B) Pure CMT welding
C) CMT+P hybrid transition (CMT composite pulse process)
D) Pulse MIG/MAG art
E) DC MIG/MAG welding process
F) Double pulse welding process
 Applicable materials:
Applicable materials:
ü steel
ü aluminum
ü stainless steel
ü galvanized sheet
ü copper
ü nickel
ü Magnesium, titanium, and other special materials
First, use:
It can be used for supporting robots to realize surfacing and adding special alloy steel, aluminum, nickel, stainless steel, or other special materials (such as titanium, magnesium, etc.).
Second, the advanced technology of the welding machine
TPS4000CMT welding machine is a fully digitally controlled inverter welding machine. It has a welding expert system with various materials. It actively intervenes in the droplet transfer during the welding process to realize cold-hot alternate welding, which is easy to realize thin plate or ultra-thin plate welding. At the same time, the welding spatter is small and the heat input is small. At the same time, the welder includes the functions of other brands of MIG/MAG welders and is the most fully functional MIG/MAG welder. At the same time, the welding machine has intelligent, scalable and other leading technology features, ensuring the advanced nature of the welder without changing the hardware.
Fronius' CMT (Cold Metal Transfer) cold metal transition technology is an innovative technology developed on the basis of DC MIG/MAG welding. In principle, CMT has two biggest differences from traditional MIG/MAG welding:
Ø CMT welding wire is not constant, it is the reciprocating motion of feeding/retracting.
When the DSP processor of the welder detects a droplet short-circuit signal, the welder will allow the wire to be pumped back, helping the droplet to fall off, and the frequency of pumping back up to 70 times per second.
Ø The droplet transfer transitions in almost no current.
When the droplet transitions, the welding opportunity reduces the current to almost zero. When the droplet is pulled back through the wire, it returns to normal voltage and current, and the whole welding process realizes "hot-cold-hot" alternating conversion.
 The changes brought about by the above principles:
The changes brought about by the above principles:
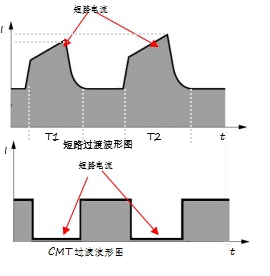
l CMT heat input is lower. When the DC MIG/MAG welding droplet is short-circuited with the workpiece, a small bridge is formed due to the surface tension, and the current rises until the small bridge vaporizes and bursts (see the upper right figure), while the CMT welding droplet is short-circuited with the workpiece, and the current is instantaneous. Dropped to almost zero. The shaded area on the right is the heat zone, and the CMT heat zone is significantly smaller.
l The wire is pumped back, actively intervenes in the droplet transfer, the transition frequency/cycle is more stable, and the welding process is more precise and stable. Short-circuit/pulse and other transition modes are combined by the surface tension of the droplet, electromagnetic contraction force and droplet weight. It is a “natural” or “spontaneous” transition and is easily interfered by external conditions (such as the thickness of the wire drawn, the workpiece Surface tension...), the frequency of the transition (such as the time of t1 and t2 is different), the peak value of the short-circuit current is changed (see the peak current in the figure above), uncontrollable. The result is that each transition heat is not the same, and this is sometimes the case when welding thin sheets. The CMT is controlled by the wire back, actively controlling the frequency of the droplet transfer, reducing the interference of external factors, the transition period is more stable, the heat input control is more accurate, and the ordinary MIG/MAG welding can not do such precise control of heat.


